


Rotary Painting Equipment
Focus On
CUSTOM DESIGN
Our rotary liquid coating lines are capable of handling up to 600,000 pieces per week, ensuring high productivity and excellence of aesthetic result. The plants are fully customizable in terms of: sequence of processing; size of individual treatment rooms; length and conformation of the path; and line speed.
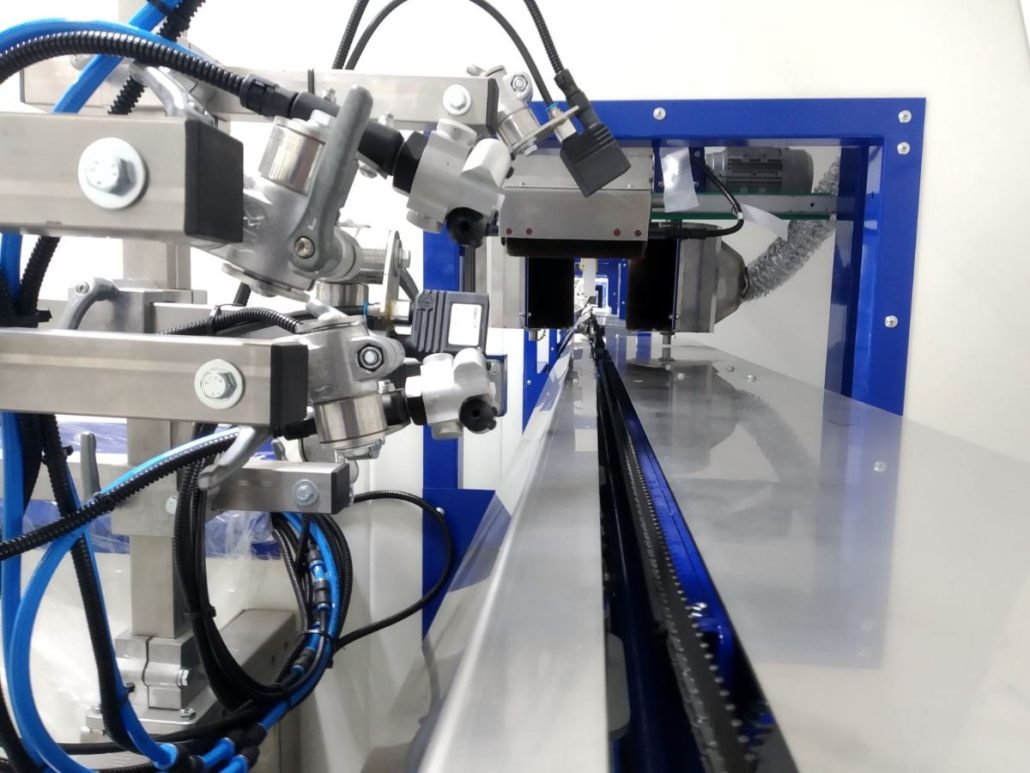
Ionization/Blowing
Parts are placed in rotation and ionized by rotating blowing nozzles in order to remove electrostatic charge from the parts in transit.



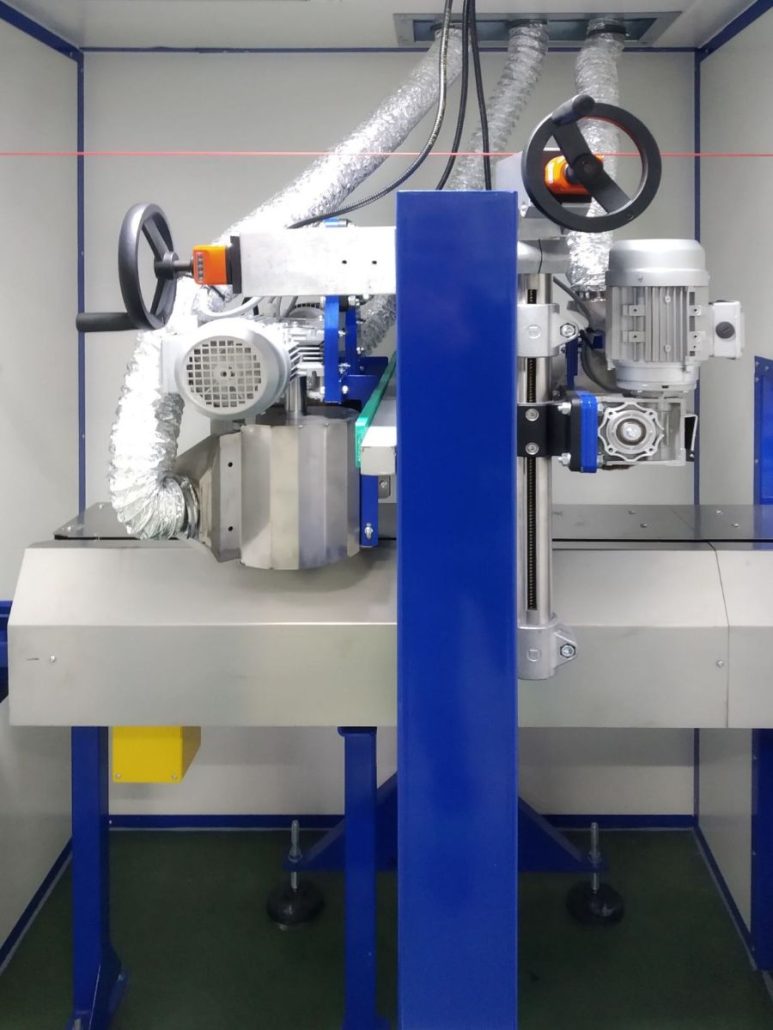
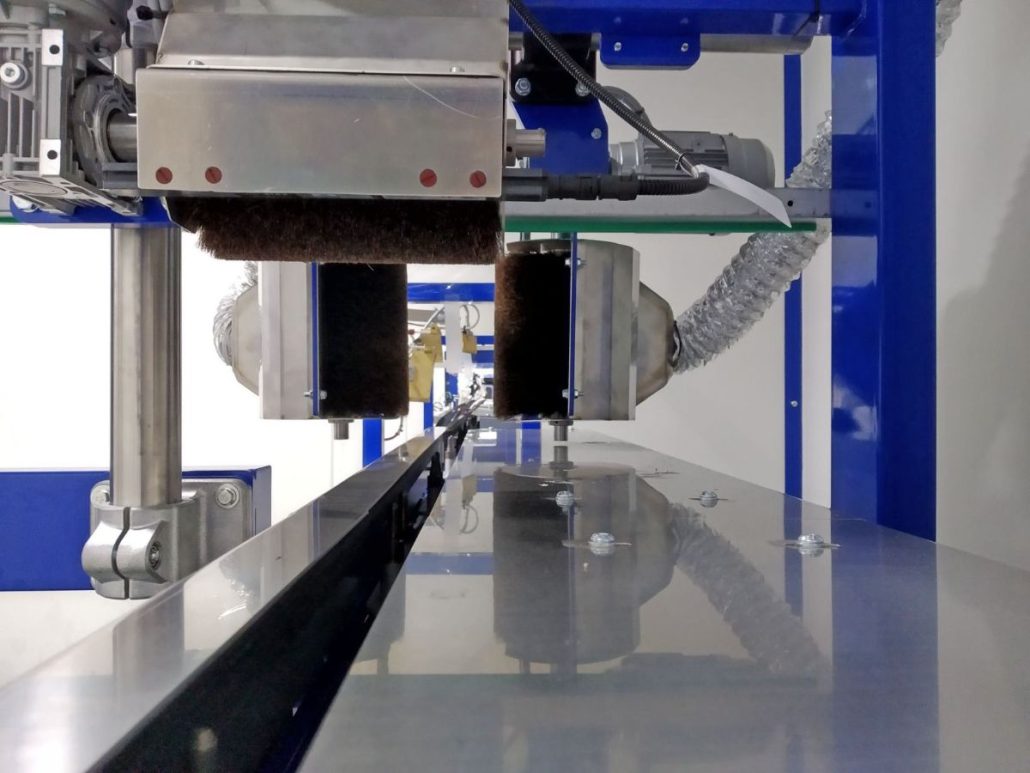
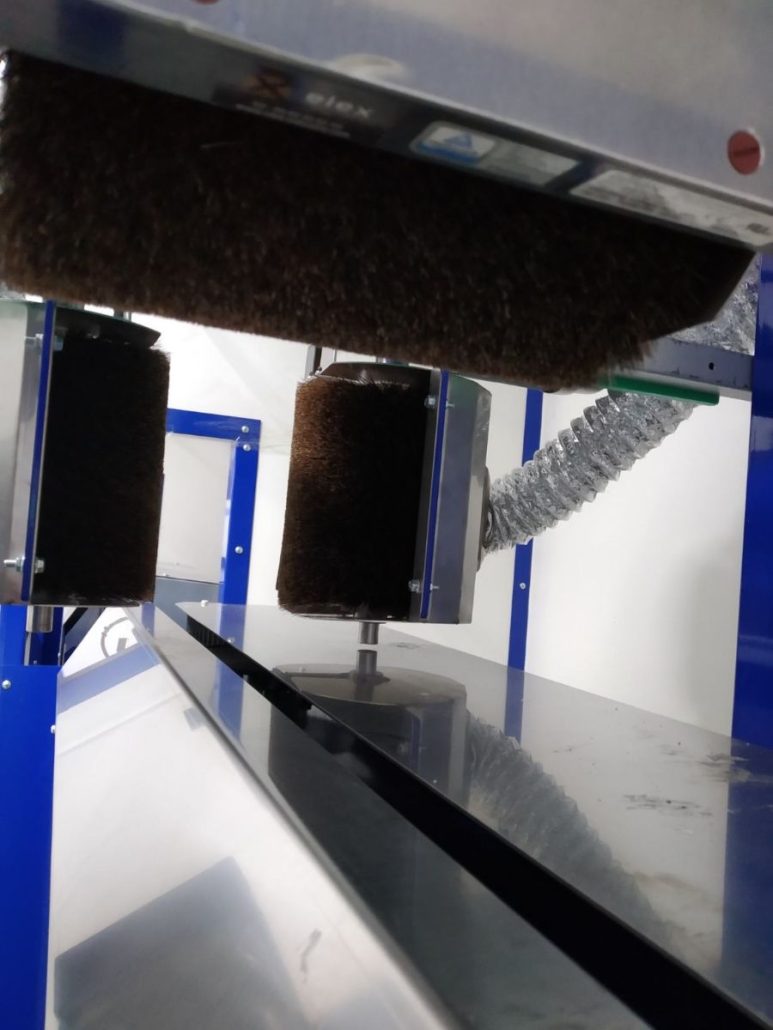
Brushing
The workpieces, always rotating, pass through a series of adjustable rotating brushes that mechanically remove impurities still on the surfaces.

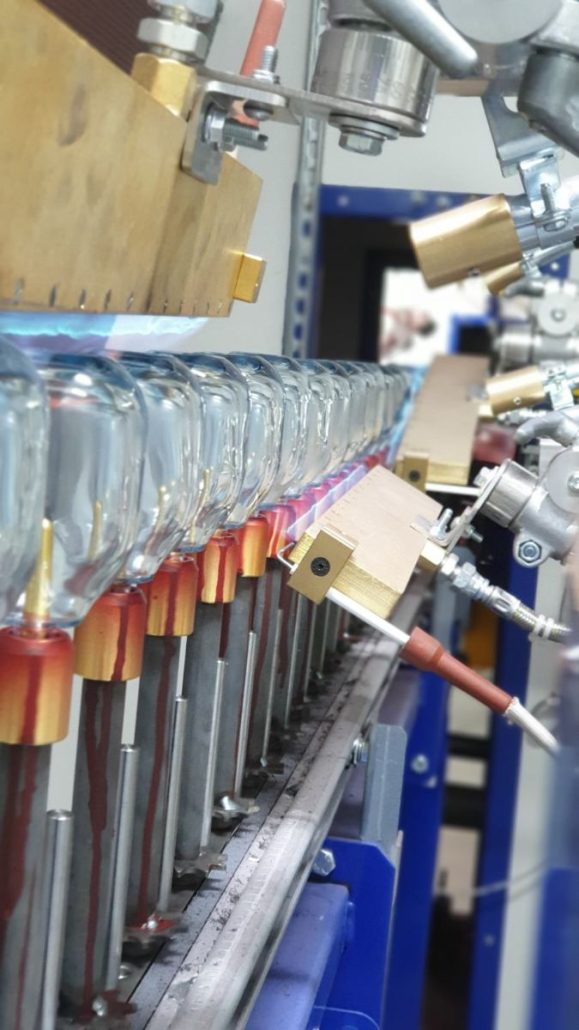
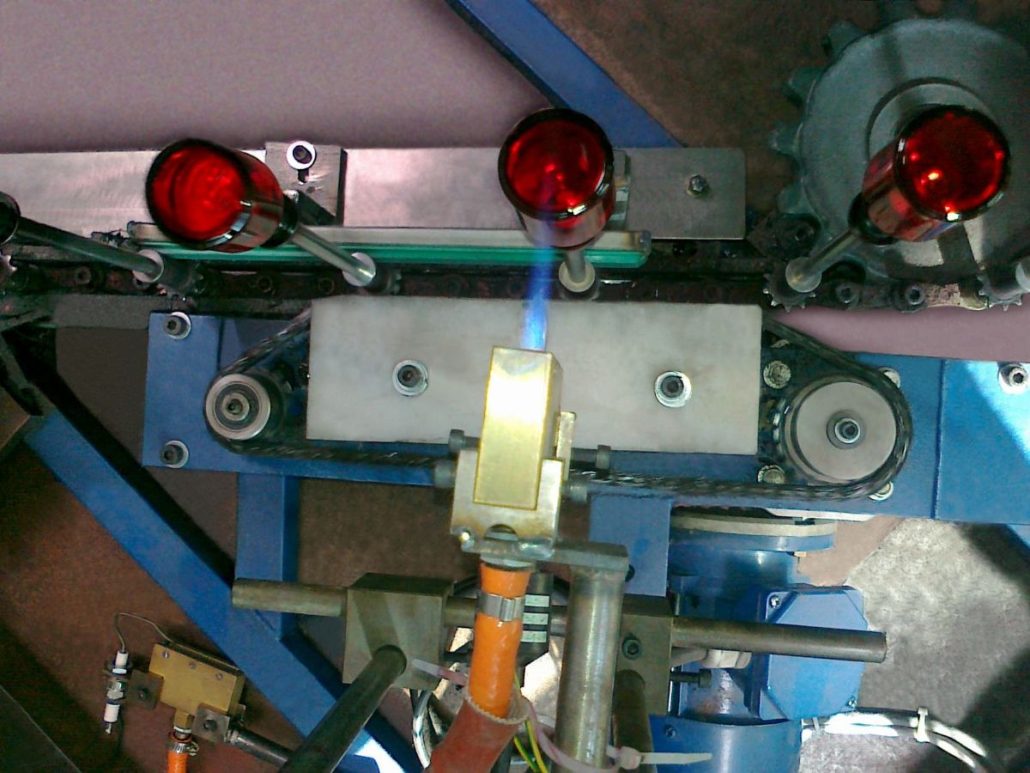
Flaming
The operation aids in the removal of grease or organic oil from the surface by promoting adhesion and maximizing paint hold.

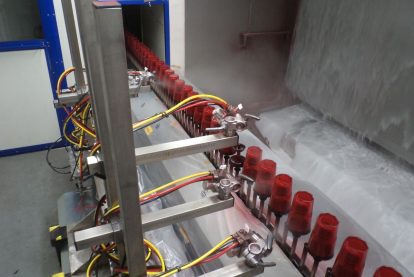
Painting
The parts rotate through the first spray booth for primer application and then continue to subsequent booths for further coats of paint. Special flash-off / desolvation zones or IR zones are inserted between one paint booth and the next to facilitate the application of the next coat of paint.





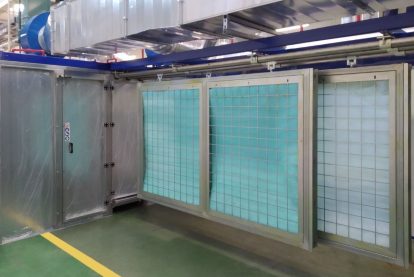
To ensure a high standard of final quality, it is necessary to have spray booths that meet the stringent environmental requirements of liquid paint application. For this reason, the booths must be pressurized to ensure uniform airflow removal via a filtered plenum and are equipped with air temperature and humidity controls and fine filtration systems for incoming air.
Depending on the production rate and the type and amount of paint used, spray booths can be equipped with different air filtration systems in extraction: from the simple but convenient paint-stop corrugated filter suction walls to heavy-duty high adsorption capacity filters, to the water curtain wall with liquid purification system for very high production rate applications.
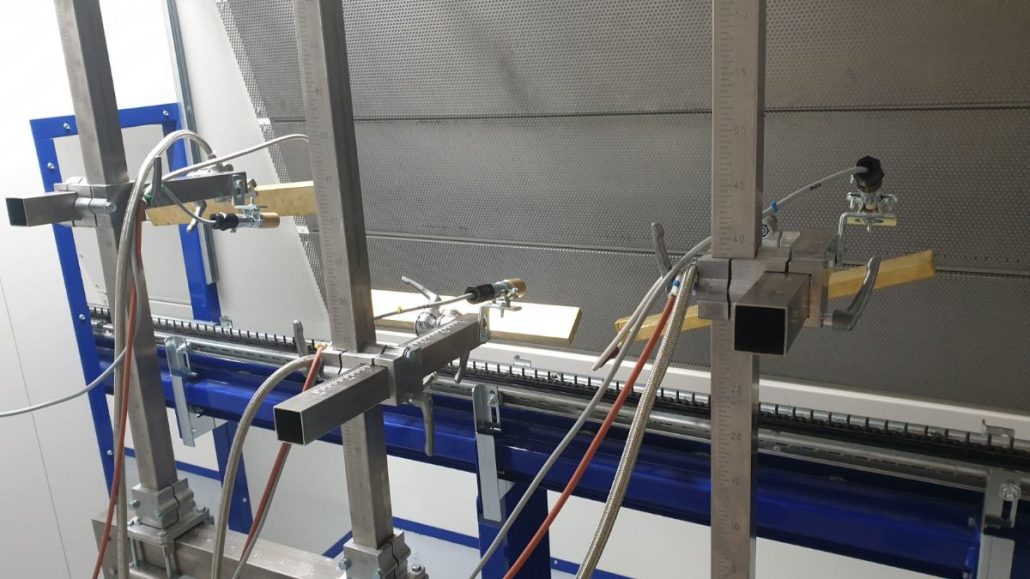
Automatic liquid spray guns are mounted on trolley mounts that allow the position of each gun to be independently defined to the millimeter. They are operated by proportional regulators, and PLCs by means of which spraying parameters can be recorded: atomization, fan, paint pressures, etc.




Aeraulic Balancing
Is managed by means of air handling units, which play a very important role in facilities that manage painting processes with high quality standards. AHUs are placed not only in the service of liquid paint booths but also inside the rooms where key processing is carried out, to meet the most stringent air quality requirements such as pressurization, heat recovery, pre-filtration, heating or cooling, and humidity and temperature control.




Fully customizable and accessorizable according to treatment needs, the different units are coordinated by a central AHU that, through a series of ducts, brings air to the various zones of the system, determining the aeraulic balance of the system.
In rotary plants, the presence of one or more efficient AHUs is critical not only for excellence in results but also for the health and safety of workers by keeping the concentration of solvents in the air under control.
- Each treatment room is pressurized by inputting filtered air with fine filtration systems;
- An aeraulic balance is created in each key room to ensure a constant exchange of air for the purpose of venting it to the outside or to adjacent non-critical areas;
- In paint booths, air is fed in with automatically controlled humidity and temperature.
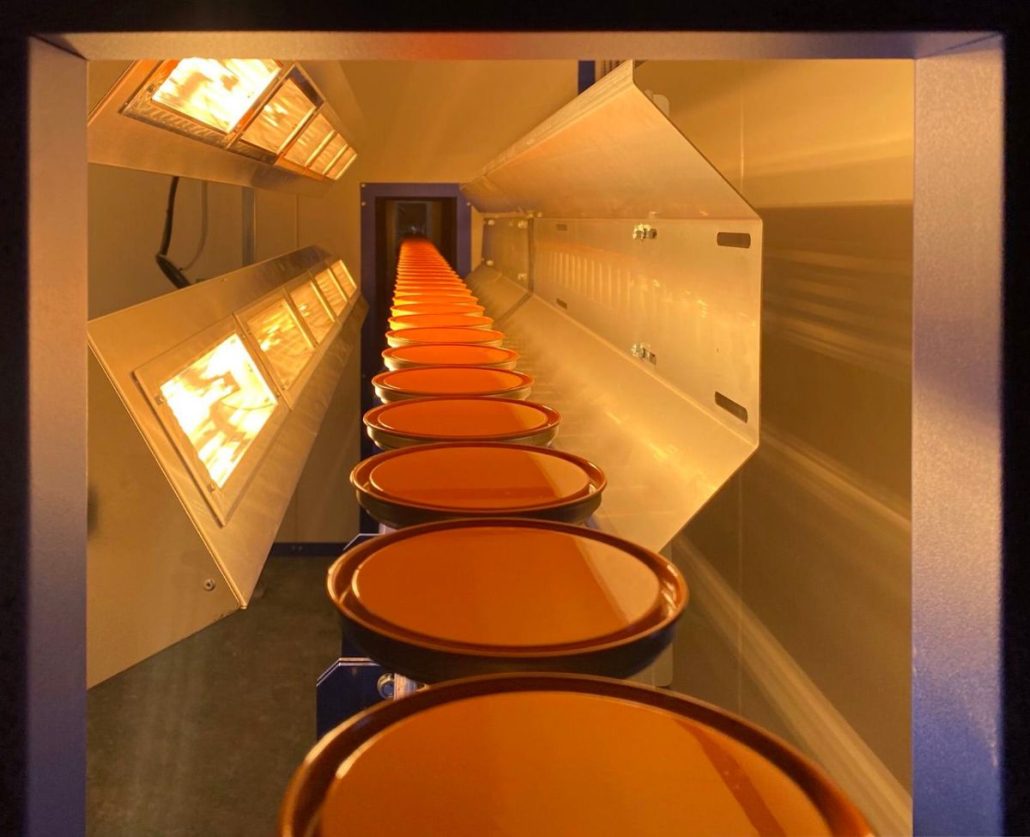
IR and Traditional Oven Cooking
Once the painting operations are finished, the pieces are transported to the IR oven for final curing. For glass, the classic traditional gas burner oven is also usually used in conjunction with the IR oven to finish the curing process.



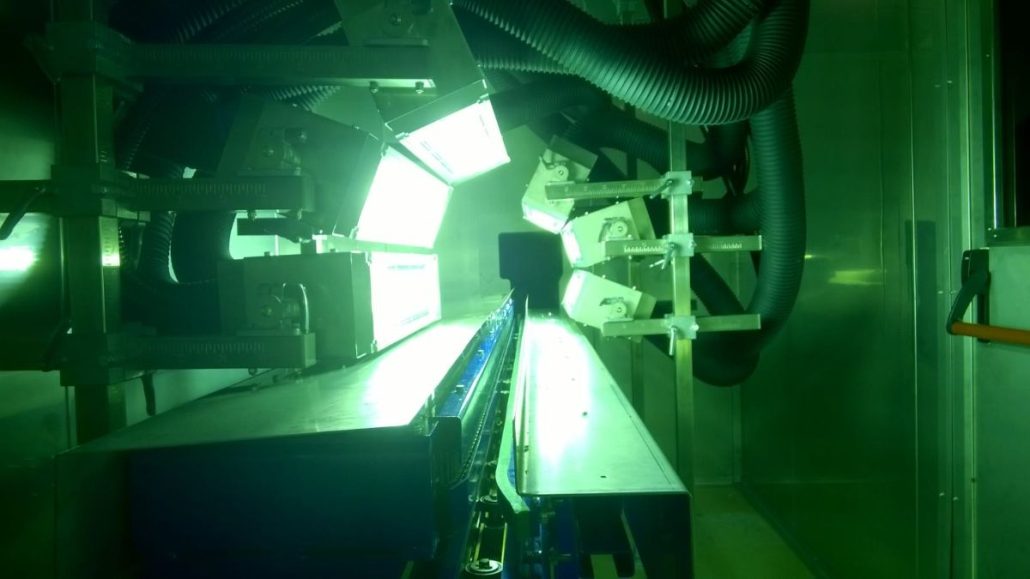
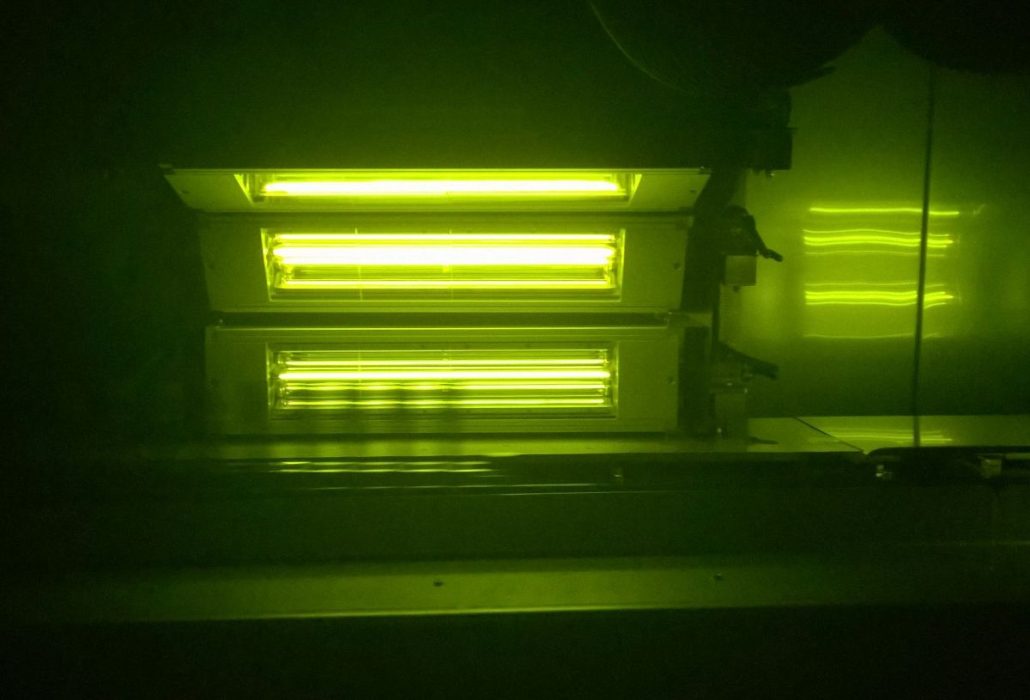
UV polymerization
UV curing systems, custom-developed to suit the process or type of paints used, ensure fast and long-lasting paint fixation.


Cooling
This stage is performed in a tunnel using air blowing at room temperature. This is an essential process, especially for glass, which, during firing, can reach temperatures of up to 200°C.
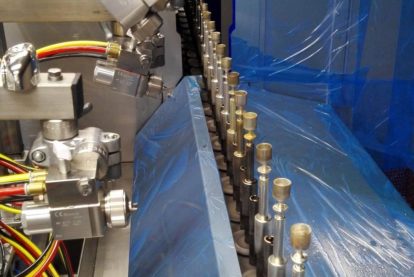
Automatic conveyor
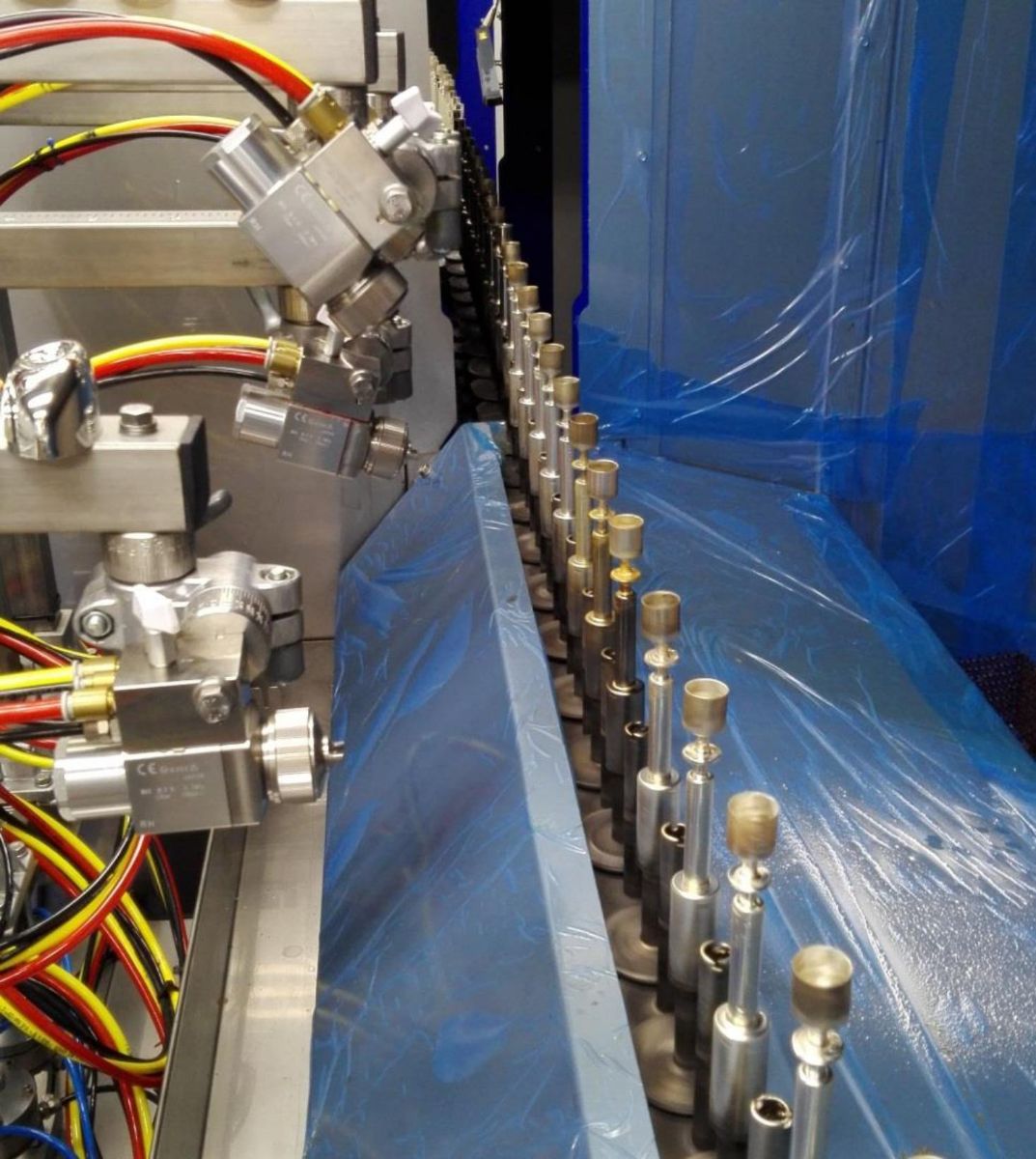
The automatic conveyor consists of a monorail floor conveyor onto which the parts to be transported are loaded, either automatically or manually, along all process stages. Once positioned on the special custom supports, designed and built according to the loading requirements, the parts advance and rotate at the speed determined by the specific type of treatment.

COSMETIC FINISH
For homogeneous batches and high production volumes
The automatic system for handling parts along the coating line ensures maximum transfer efficiency, no waiting time between one treatment and the next, and total control over the various process steps.








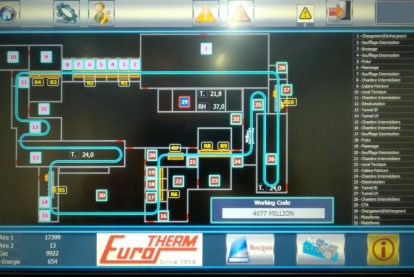
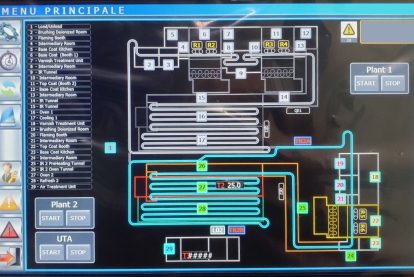
Automation
Our management software is designed to control the painting process and simplify work through advanced programming tools that relate the painting equipment to the production line and the company's management software.


Design
Improperly sized plants or those equipped with poor hardware result in poor results. Incorrect calculations on production volumes and errors in evaluation on the various process steps can result in a mismatch between reality and expectations on the finished product.
Analyzing and understanding the customer’s production needs and examining the structural constraints of the production site is the starting point of every Eurotherm project. Taking into consideration the type of material and design of the parts to be painted; the effect to be achieved in terms of both aesthetics and function with special finishes and treatments; the need to automate or manually manage certain process steps; the structuring of the plant, i.e., the definition of the elements that compose it, is carried out.

Assistance
Eurotherm has an active emergency response system on an international scale. We provide telephone and e-mail assistance to understand the problem and support the customer, where possible, in autonomous troubleshooting. For on-site interventions, guaranteed within 48 hours after the problem is reported, we have teams of skilled technicians who can work on both the mechanical and electrical parts of the system.
Eurotherm case studies
Our largest cosmetics coating plant
