


Systèmes de peinture rotative
Focus sur
CONCEPTION SUR MESURE
Nos lignes rotatives de revêtement liquide peuvent traiter jusqu’à 600 000 pièces par semaine, garantissant une productivité élevée et d’excellents résultats esthétiques. Les installations sont entièrement personnalisables en ce qui concerne la séquence de traitement, la taille des salles de traitement individuelles, la longueur et la conformation du chemin, la vitesse de la ligne.
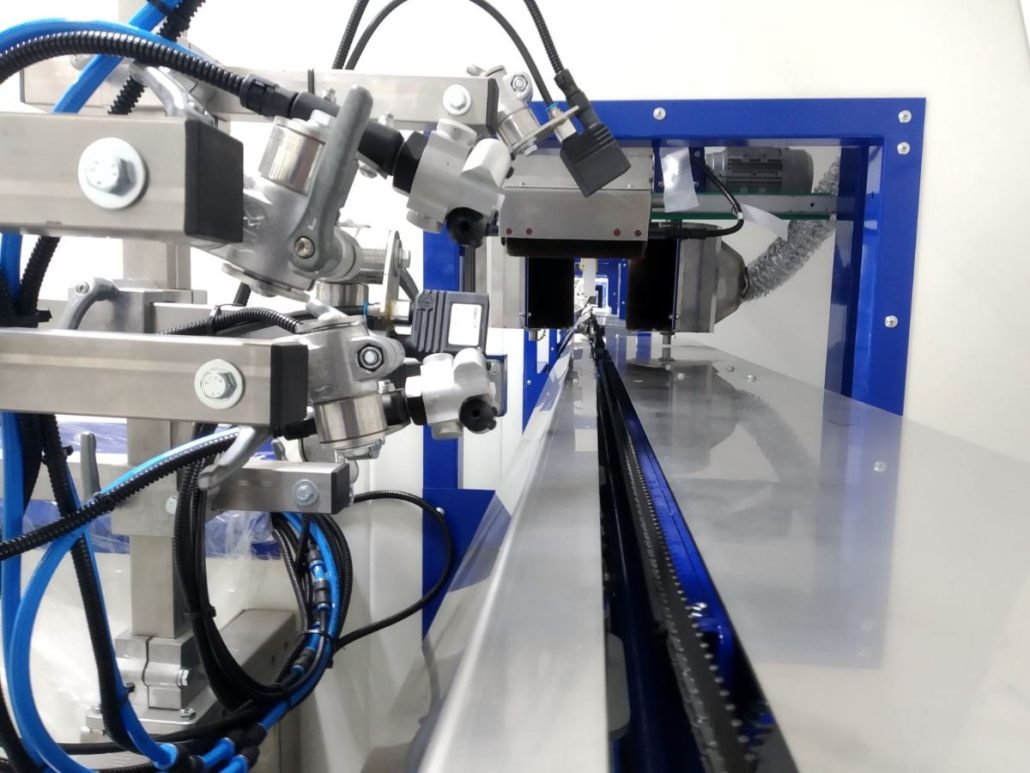
Ionisation / soufflage
Les pièces sont mises en rotation et ionisées au moyen de buses de soufflage rotatives afin d’éliminer la charge électrostatique des pièces en transit.



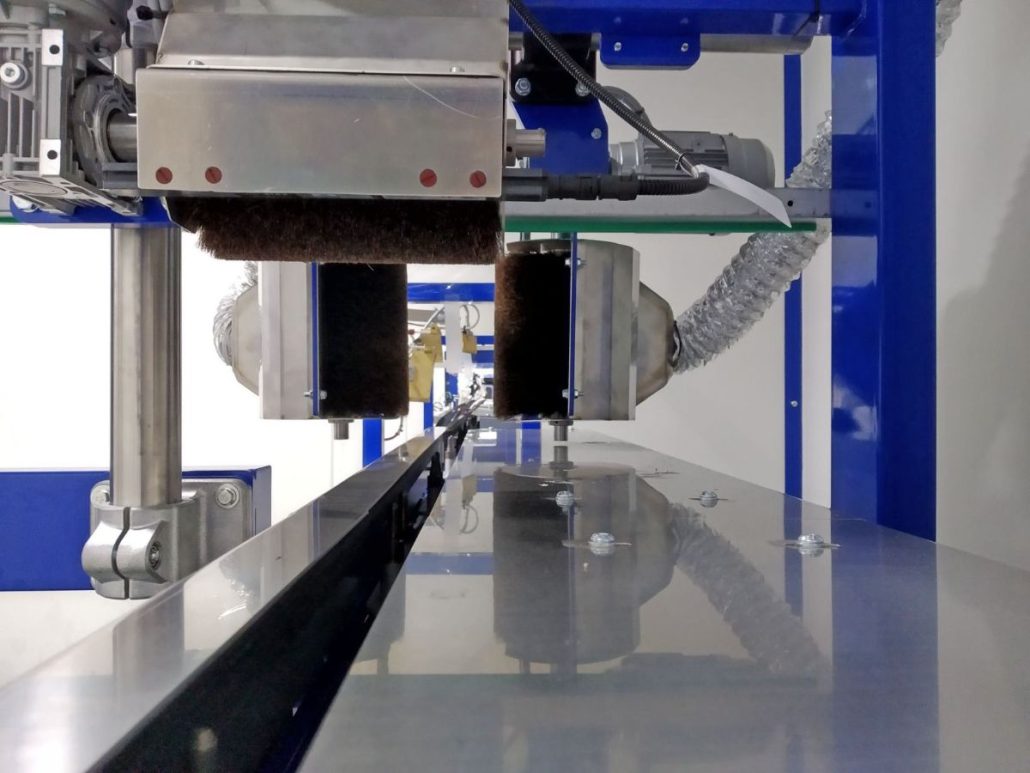
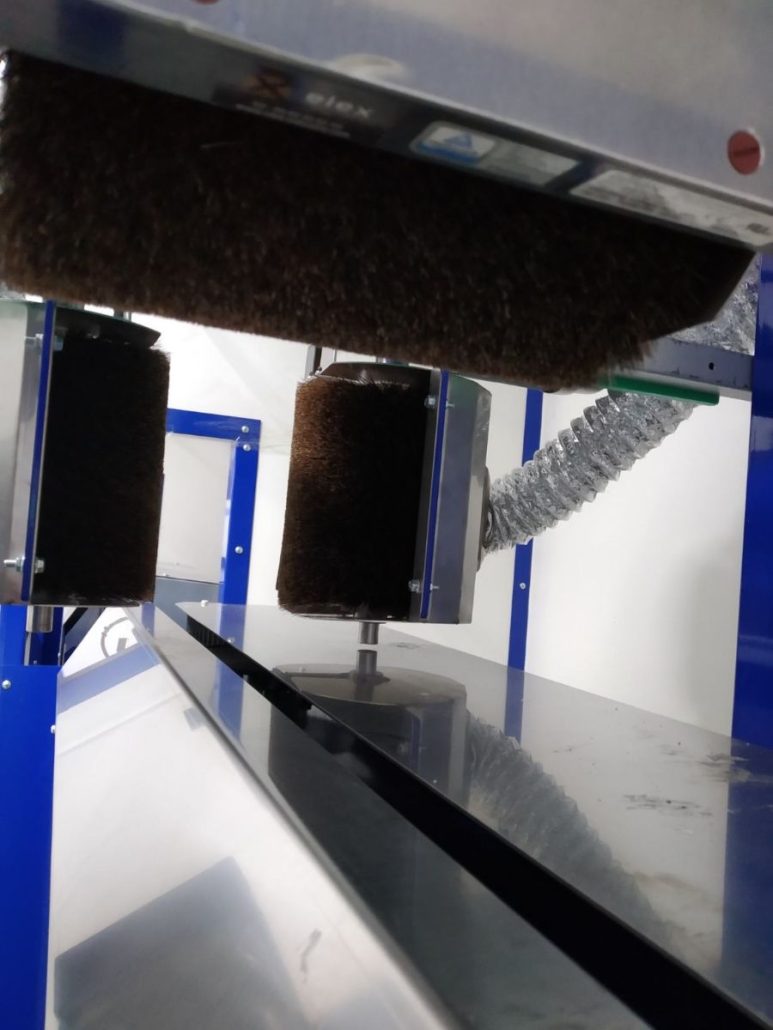
Brossage
Les pièces en rotation passent par une série de brosses rotatives réglables qui éliminent mécaniquement les impuretés encore présentes sur les surfaces.

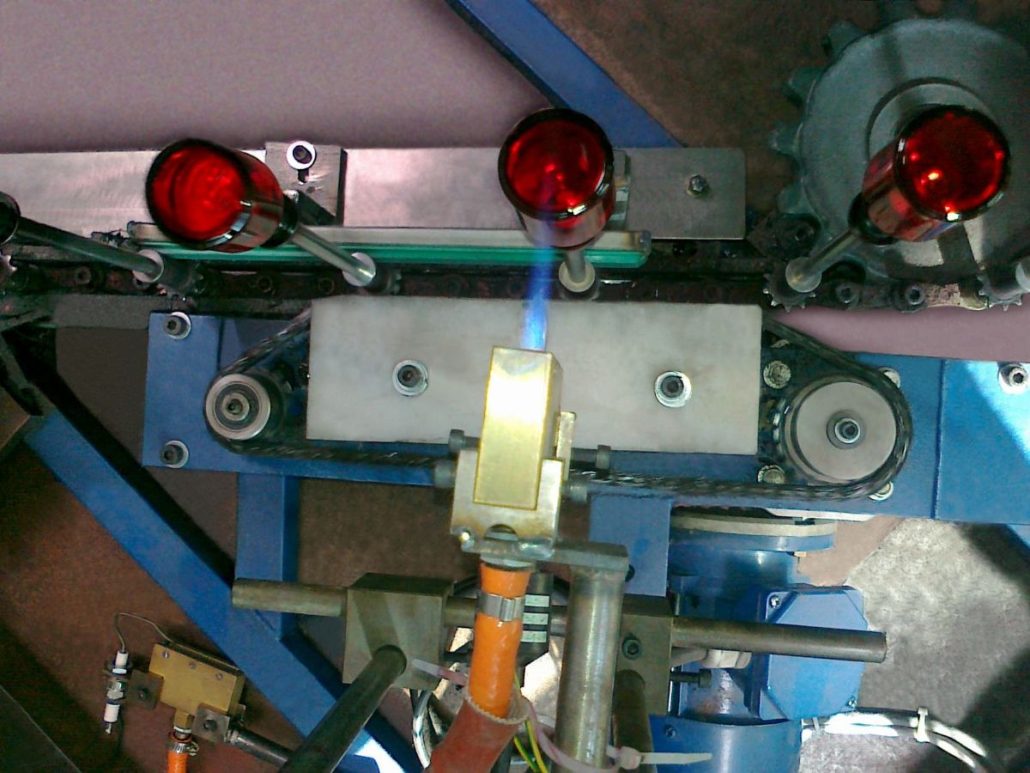
Flammes
L’opération facilite l’élimination de la graisse ou de l’huile organique de la surface, ce qui favorise l’adhérence et maximise la tenue de la peinture.
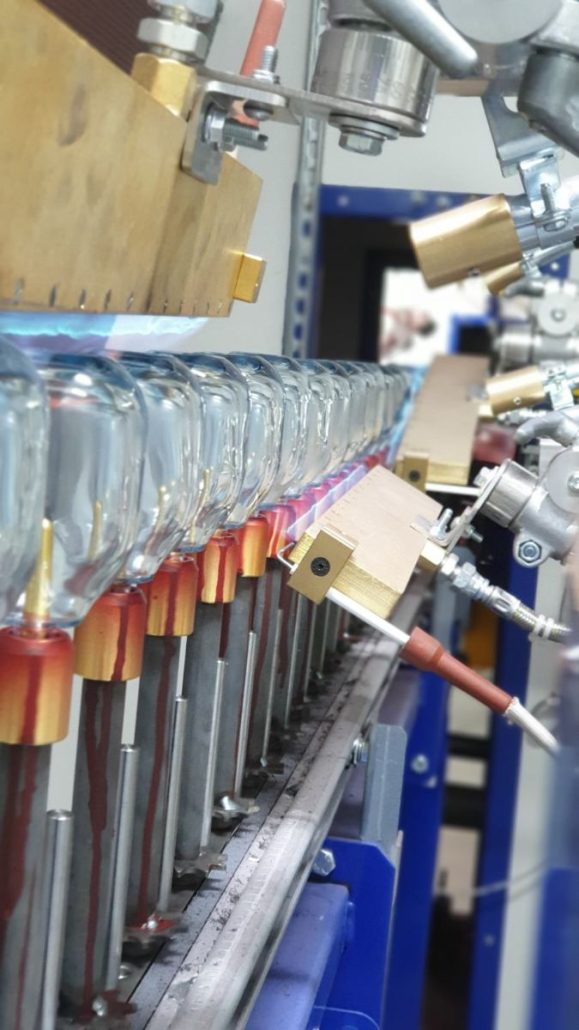

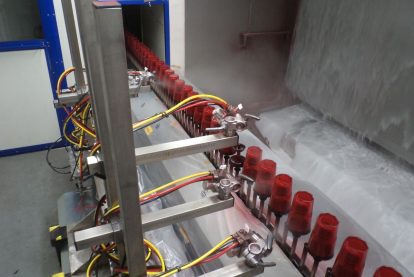
Verniciatura
Les pièces passent par la première cabine de pulvérisation pour l’application d’une couche d’apprêt, puis par les cabines suivantes pour l’application de nouvelles couches de peinture. Entre une cabine de peinture et la suivante, il y a des zones spéciales d’extinction/de désolvatation ou des zones IR pour faciliter l’application de la couche de peinture suivante.





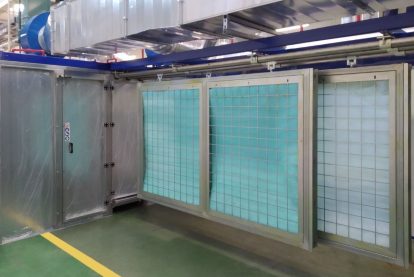
Pour garantir un niveau élevé de qualité finale, il est nécessaire d'avoir des cabines de pulvérisation qui répondent aux exigences environnementales rigoureuses de l'application de peinture liquide. C'est pourquoi les cabines de pulvérisation doivent être pressurisées pour assurer un flux d'air uniforme à travers un plenum filtrant et sont équipées de systèmes de contrôle de la température et de l'humidité de l'air et de systèmes de filtration fine pour l'air d'alimentation.
En fonction de la cadence de production, du type et de la quantité de peinture utilisée, les cabines de pulvérisation peuvent être équipées de différents systèmes de filtration de l'air pour l'extraction : du simple mais pratique mur filtrant ondulé antipeinture aux filtres robustes à haute capacité d'absorption, en passant par le mur à rideau d'eau avec système de purification des liquides pour les applications à très haute cadence de production.
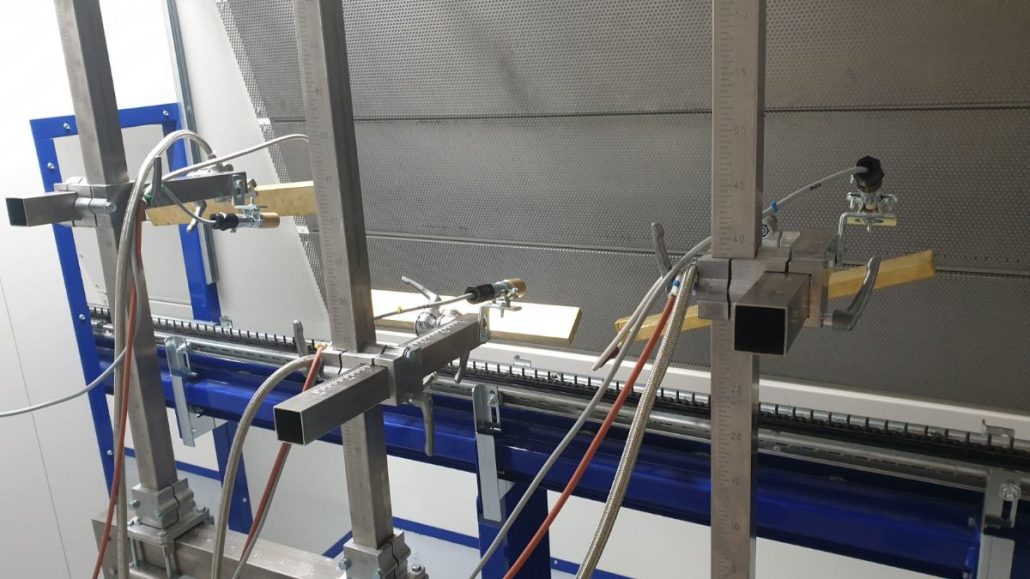
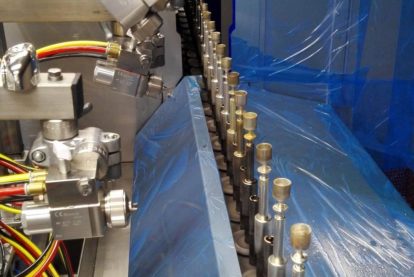
Les pistolets automatiques de pulvérisation de liquide sont montés sur des supports de chariot qui permettent de définir indépendamment la position de chaque pistolet au millimètre près. Ils sont contrôlés par des régulateurs proportionnels et des automates programmables qui permettent d’enregistrer les paramètres de pulvérisation : atomisation, ventilateur, pression de la peinture, etc.




Équilibre aéraulique
Elle est gérée par des centrales de traitement d’air, qui jouent un rôle très important dans les usines où les processus de peinture sont soumis à des normes de qualité élevées. Les CTA sont placées non seulement dans les cabines de peinture liquide, mais aussi dans les salles où se déroulent les principaux processus, afin de répondre aux exigences les plus strictes en matière de qualité de l’air, telles que la pressurisation, la récupération de chaleur, la préfiltration, le chauffage ou le refroidissement, et le contrôle de l’humidité et de la température.




Entièrement personnalisables et accessoirisables en fonction des besoins de traitement, les différentes unités sont coordonnées par une CTA centrale qui, à travers une série de conduits, amène l'air dans les différentes zones du système, déterminant ainsi l'équilibre aéraulique du système.
Dans les installations rotatives, la présence d'une ou plusieurs CTA efficaces est cruciale non seulement pour obtenir d'excellents résultats, mais aussi pour la santé et la sécurité des travailleurs, en maintenant sous contrôle la concentration de solvants dans l'air.
- Chaque salle de traitement est pressurisée en alimentant de l’air filtré à travers des systèmes de filtration fine ;
- Dans chaque pièce clé, un équilibre aéraulique est créé pour assurer un renouvellement constant de l’air afin de l’évacuer vers l’extérieur ou vers des zones adjacentes non critiques ;
- Dans les cabines de pulvérisation, l’air est alimenté par une humidité et une température contrôlées automatiquement.
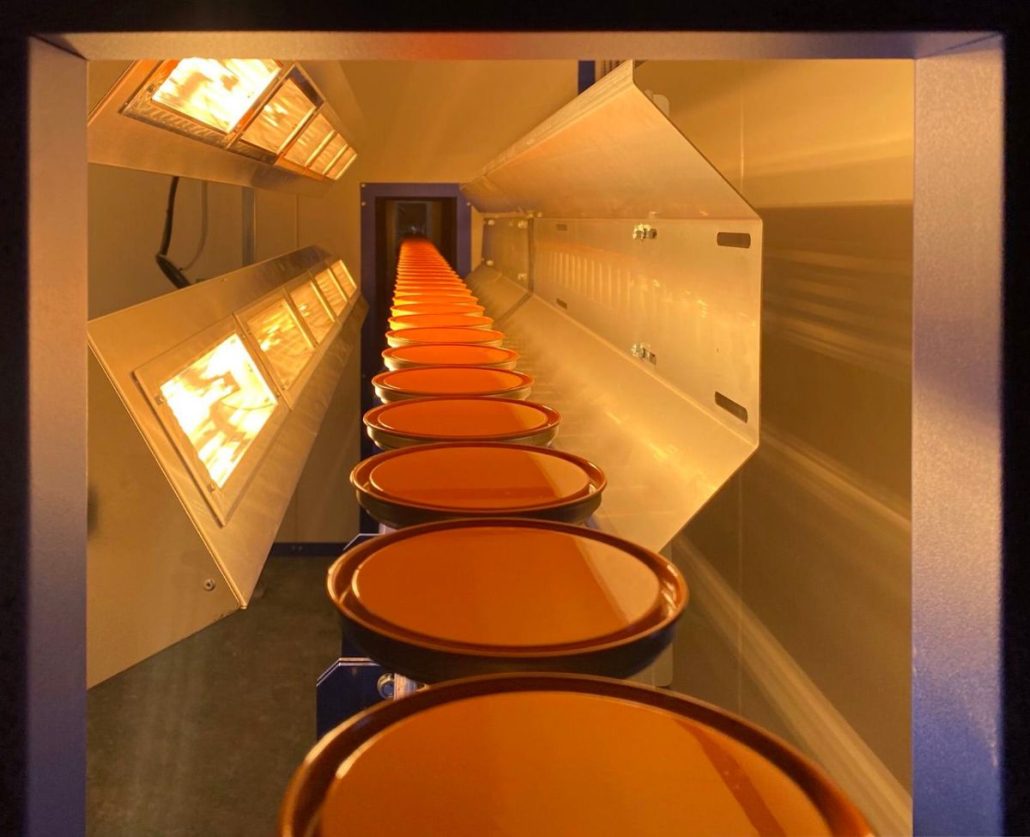
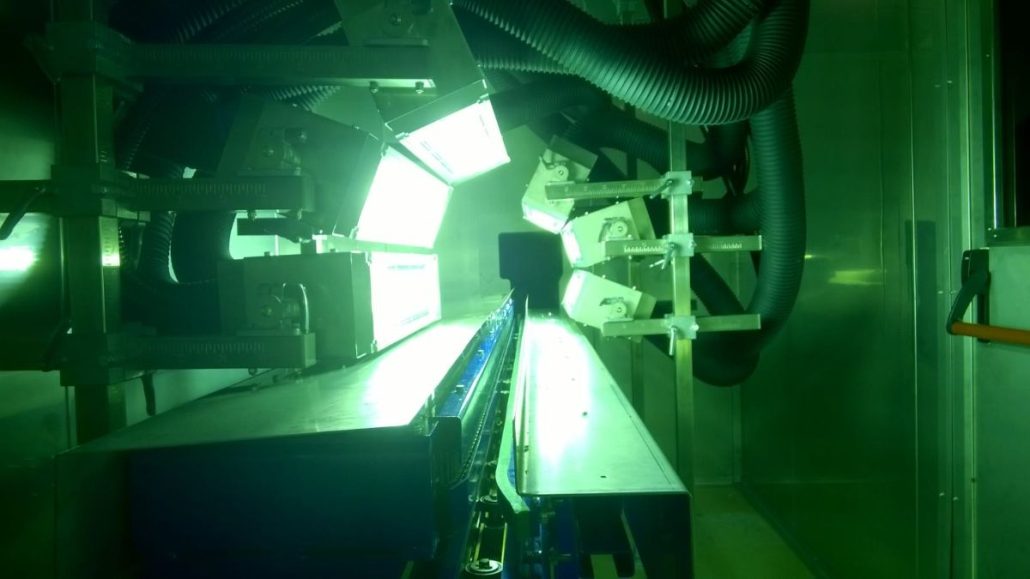
Cuisson au four IR et traditionnelle
Une fois les opérations de peinture terminées, les pièces sont transportées vers le four IR pour la cuisson finale. Pour le verre, un four conventionnel avec un brûleur à gaz est généralement utilisé en combinaison avec le four IR pour terminer le processus de cuisson.



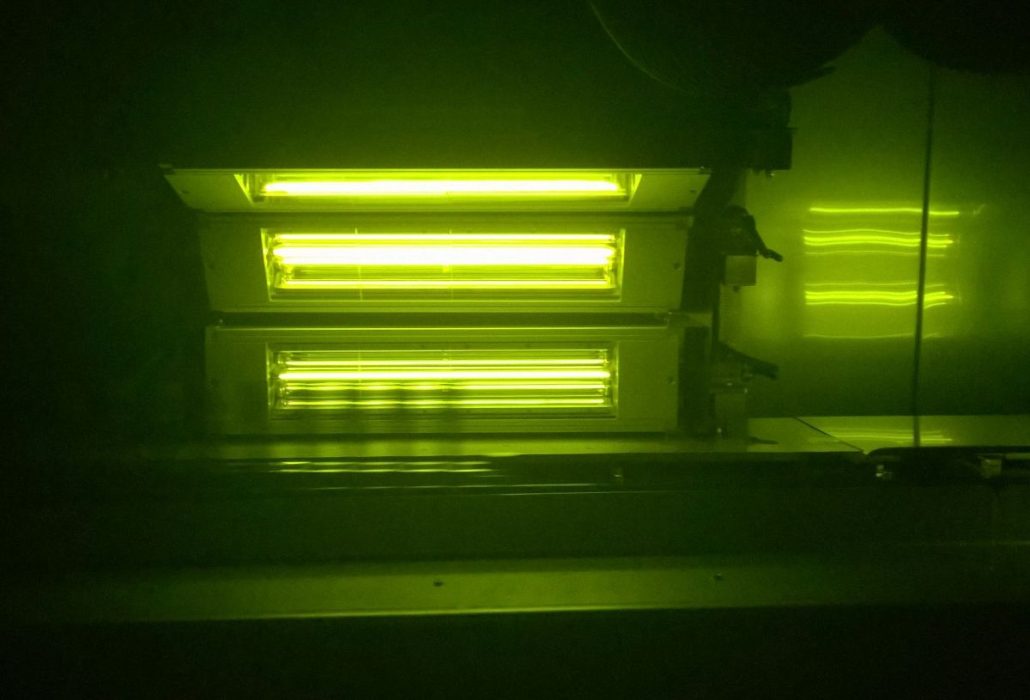
Polymérisation UV
Les systèmes de séchage UV, développés sur mesure en fonction du processus ou du type de revêtement utilisé, garantissent une fixation rapide et durable du revêtement.


Refroidissement
Cette étape est réalisée dans un tunnel par soufflage d’air à température ambiante. Il s’agit d’un processus essentiel, en particulier pour le verre, qui peut atteindre une température de 200°C lors de la cuisson.
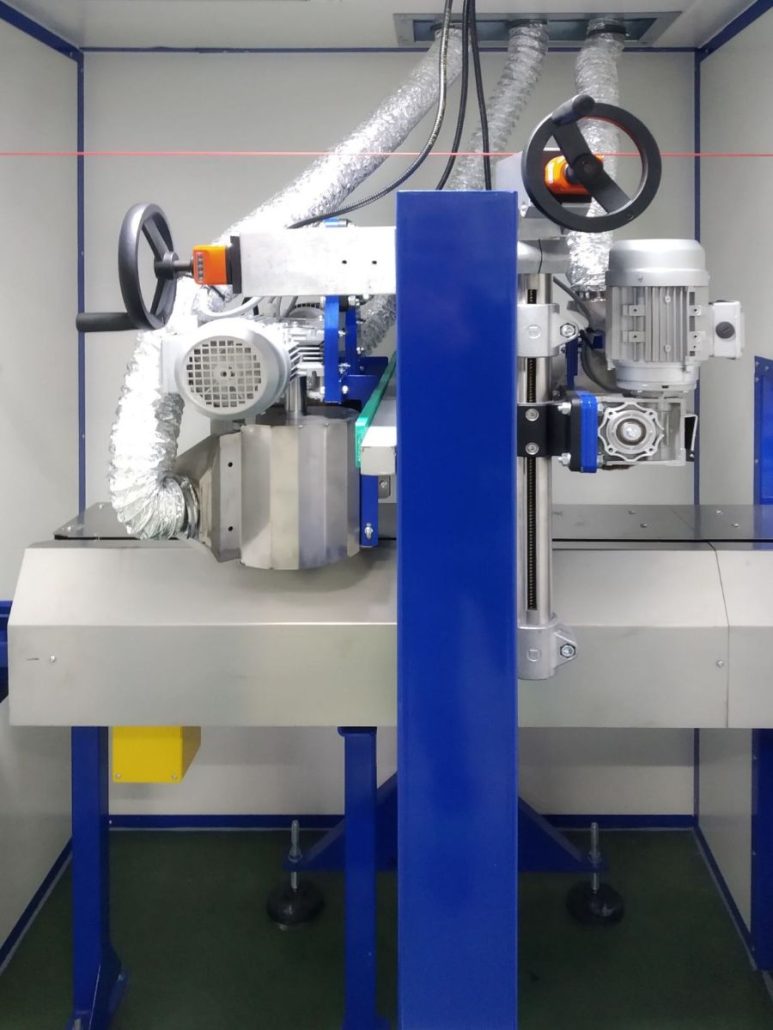
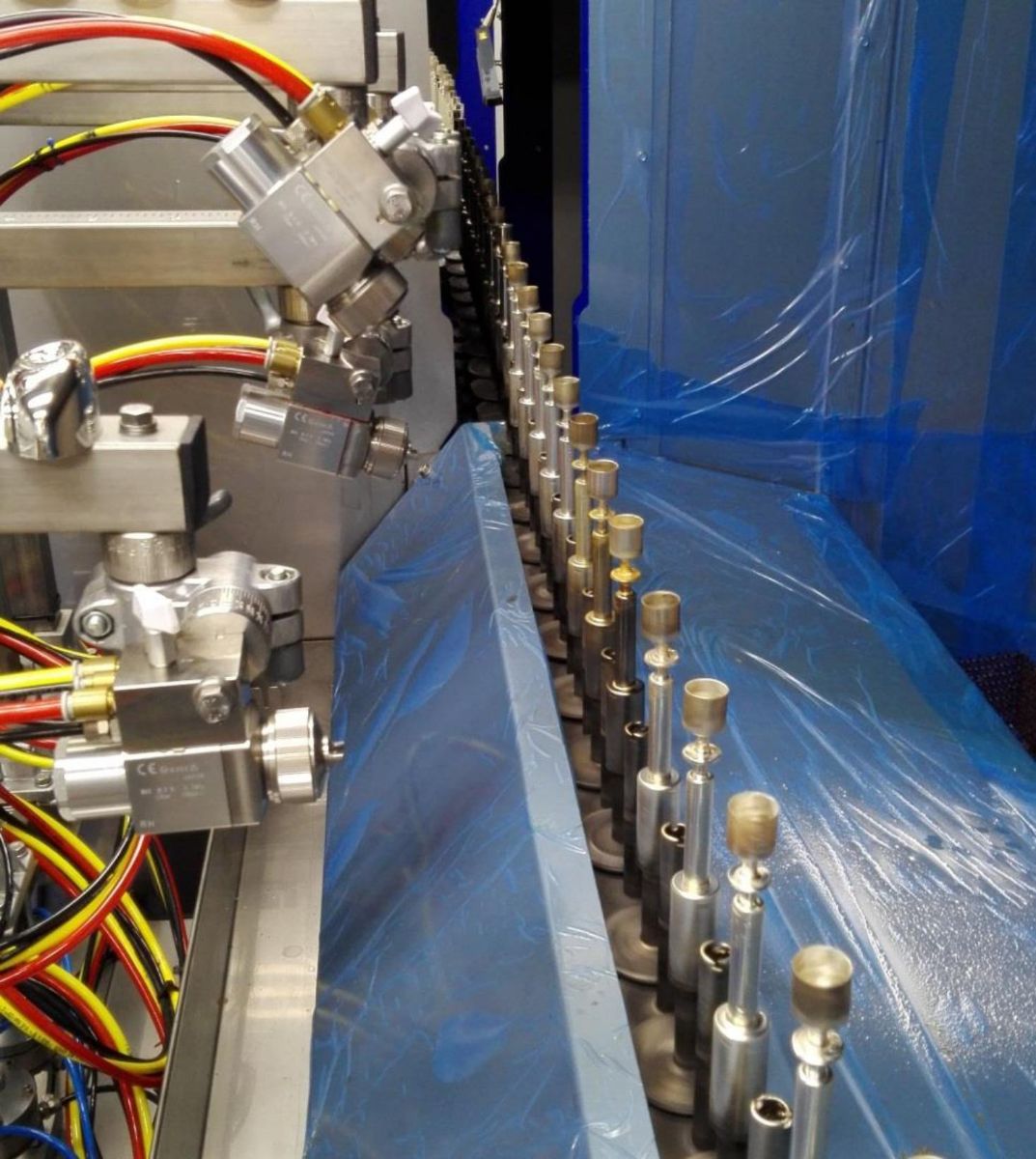
Convoyeur automatique
Le convoyeur automatique est constitué d’un convoyeur inversé monorail sur lequel les pièces à transporter sont chargées, automatiquement ou manuellement, à toutes les étapes du processus. Une fois positionnées sur les supports personnalisés, conçus et construits en fonction des exigences de chargement, les pièces avancent et tournent à la vitesse déterminée par le traitement spécifique.

FINITION COSMÉTIQUE
Pour des lots homogènes et des volumes de production élevés
Le système automatique de manipulation des pièces le long de la ligne de revêtement garantit une efficacité maximale du transfert, l’absence de temps d’attente entre un traitement et le suivant, ainsi qu’un contrôle total des différentes étapes du processus.








Automatisation
Notre logiciel de gestion est conçu pour contrôler le processus de peinture et simplifier le travail grâce à des outils de programmation avancés qui relient l'équipement de peinture à la ligne de production et au logiciel de gestion de l'entreprise.


Conception
Des installations mal dimensionnées ou équipées d'un matériel de mauvaise qualité ne permettent pas d'obtenir les résultats escomptés. Des calculs erronés sur les volumes de production et des erreurs dans l'évaluation des différentes étapes du processus peuvent entraîner un décalage entre la réalité et les attentes concernant le produit fini.
L’analyse et la compréhension des exigences de production du client et l’examen des contraintes structurelles du site de production constituent le point de départ de chaque projet Eurotherm. En tenant compte du type de matériau et de la conception des pièces à peindre, de l’effet à obtenir en termes d’esthétique et de fonction avec des finitions et des traitements spéciaux, de la nécessité d’automatiser ou de gérer manuellement certaines étapes du processus, on procède à la structuration de l’installation, c’est-à-dire à la définition des éléments qui la composent.

Assistance
Eurotherm dispose d'un système d'intervention d'urgence actif au niveau international. Nous fournissons une assistance par téléphone et par courrier électronique afin de comprendre le problème et d'aider le client, dans la mesure du possible, à effectuer un dépannage autonome. Pour les interventions sur site, garanties dans les 48 heures suivant le signalement du problème, nous disposons d'équipes de techniciens spécialisés capables d'intervenir sur les parties mécaniques et électriques du système.

I casi studio Eurotherm
Notre plus grande usine de peinture pour cosmétiques
