

Learning center
2026Paint delamination: causes and remedies of adhesion defect in industrial painting
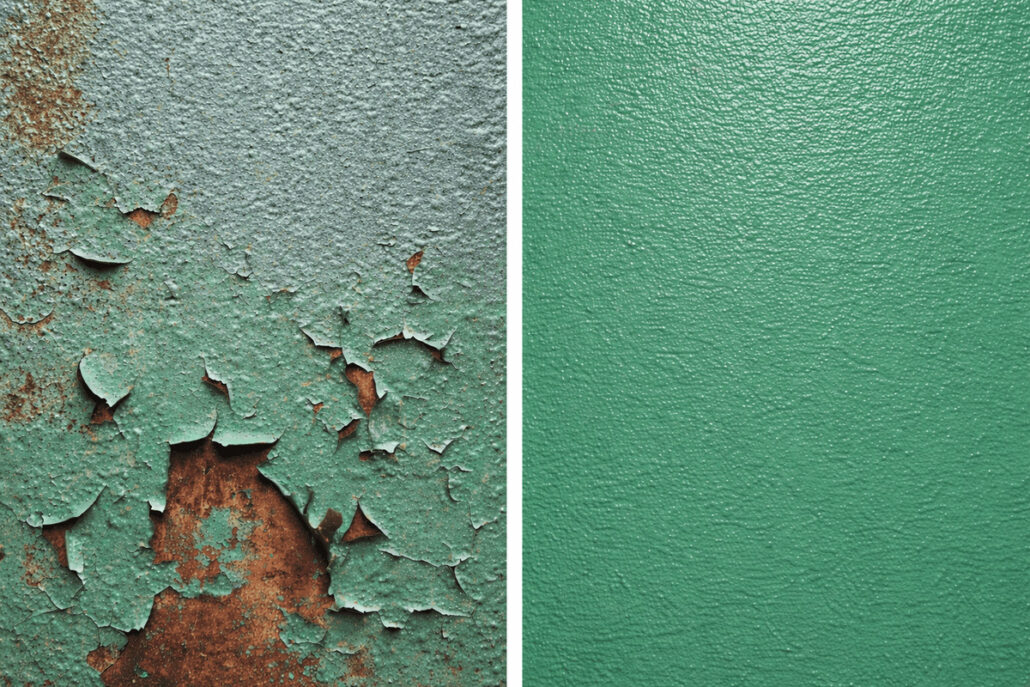
Paint delamination is one of the most critical defects in industrial liquid and powder coating, as it results in the loss of coating adhesion and directly compromises the protective and aesthetic functionality of the film.
Technically speaking, the phenomenon can manifest itself in two main forms:
- detachment from the substrate, when the paint film separates completely from the substrate (adhesion failure);
- detachment between sequentially applied layers, when loss of adhesion occurs between primer, basecoat and topcoat in multilayer systems (intercoat delamination).
Delamination is thus identified as “paint peeling off,” “paint flaking off iron,” or “paint skipping.” In some cases it can be equated or confused with cracking or crazing phenomena in paintwork, which, however, have different origins and do not always involve a loss of adhesion at the interface.
In operational language, delamination can thus be associated with surface defects that have similar manifestations but different underlying mechanisms, following are some examples.
-
01
Peeling or Peeling: consists of the detachment of the film into flaps or films, and is often a consequence of an already triggered delamination.
-
02
Flaking or Spalling: describes the localized flaking detachment typical of brittle coatings or those subjected to mechanical stress.
-
03
Blistering or Boiling: indicates the formation of bubbles due to the presence of trapped gas or moisture under the film, which can evolve into delamination.
-
04
Chalking or Chalking: occurs when the film degrades and flakes into fine powder upon touch, due to exposure to UV light and weathering.
-
05
Wrinkling or Wrinkling: when wrinkles and ripples appear on the painted surface as a result of too high drying temperatures or due to incompatibility between products in multilayer applications.
-
06
Cracking: formation of micro-cracks or cracks in the coating, often due to internal stresses or incompatibility between layers, which can evolve into delamination phenomena.
How delamination is generated: adhesion, cohesion and interface
In order to understand the defect of delamination, identify the phenomenon with certainty, define intervention procedures and thus solve the root causes of the problem, it is good to assume three key concepts of industrial painting.
- Adhesion: force that binds the film to the substrate.
- Cohesion: internal strength of the paint film.
- Interface: contact area between two materials (substrate-paint or paint-paint).
In fact, paint delamination occurs when adhesion forces at the interface fall short of mechanical stresses, environmental stresses or internal stresses generated in the film due to inconsistency or instability of process parameters. In multi-coat systems or coating with multilayer cycles, delamination takes on an even more complex, multifactorial dimension, generally attributable to process errors such as:
- Application out of time window (overcoating time);
- Use of unsuitable products;
- Poor chemical compatibility between products;
- Contamination between applied layers;
- Failure of surface activation of the previous film.
Paint adhesion to the substrate is therefore the result of a series of conditions built upstream. For this reason, delamination must be addressed as a systemic problem, as an expression of an improperly prepared and poorly controlled interface throughout the coating process.
Get in touch
Preventing delamination requires control of the entire process: from pretreatment to curing. Eurotherm supports companies in designing plants with optimized coating cycles to ensure adhesion, stability and repeatability of the result.
Why paint comes off: substrate pretreatment and process variables
When you observe paint peeling or flaking off the substrate, in most cases you have an adhesion problem at the interface.
This phenomenon can also manifest itself in the form of cracks in the paintwork or localized detachments, which are often misinterpreted as surface defects.
The pretreatment stage plays a crucial role in preventing major paint defects-as seen so far for: pinholes or pinholes, dripping, pitting, orange peel
Indeed, pretreatment has the task of transforming a raw textural substrate into a functional surface suitable for coating adhesion. This occurs through the two key principles or steps of substrate preparation, namely the removal of surface contaminants and the subsequent chemical stabilization of the surface.
Regardless of the type of coating, powder or liquid, the risk factors to be monitored in the execution of the process include:
-
01
Substrate raw material
Each material for industrial use has specific criticalities-oxidation in metals, the inertness of plastics, the porosity of wood, etc. – which can generate problems of film inclusion in the substrate.In the case of metal substrates such as iron, the presence of oxides, oily residues or surface contamination is one of the main causes of paint flaking off the metal.
-
02
Surface contaminations and state of cleanliness of surfaces
Oils and greases, silicones, dust, traces of rust and residues of previous processing act as a barrier between substrate and paint, preventing the formation of effective bonds. -
03
Chemical Conversions and Surface Stability
Phosphating, passivation, chromating and no-chrome alternatives, aimed at improving film anchorage, if not performed with proper planning and with suitable products, can generate uneven surfaces and promote localized detachments. -
04
Drying of the surface
Residual moisture or contamination reintroduced by incorrect parameterization of drying temperatures can generate potential areas of film nonadhesion.It should be kept in mind, however, that although it manifests similarly in both cases, delamination is also related to the method of paint application.
Powder coating and liquid coating: the causes of delamination, adhesion tests
In liquid coating, delamination is built up at the microscopic level, as it is closely related to the chemistry of the pretreatments and the proper management of the evaporation, application, and crosslinking phases of the film.
In summary, the defect is related to:
- cycle management, thus process steps and timing, sequence and type of applications;
- chemistry of the system, i.e., use of solvents and compatibility between products.
In powder coating, pretreatment can be either chemical or mechanical (sandblasting or shotblasting), depending on the material and performance required. Film formation occurs by melting and thermal polymerization; mass, geometry, and raw material greatly influence the process.
Therefore, the delamination defect is related to:
- Substrate conditions, i.e., quality and effectiveness of mechanical pretreatment;
- thermal cycle, thus curing oven temperature and baking parameters.
From an engineering point of view, the distinction between delamination, cracking, and peeling requires timely analysis of the film breaking point (interface vs. internal cohesion), supported by mechanical testing and microscopic observations.
Correct identification of the mechanism behind paint flaking and peeling is the first step in structural defect prevention. To prevent delamination, it is also good practice to proceed with measurement of coating adhesion through adhesion tests.
Among them:
- cross-cut test (cross-cut test);
- pull-off test (pull-off test);
- impact test (impact test);
- bend test (bend test).
Delamination in liquid coating: areas of focus
In liquid coating, delamination is almost always the result of an imbalance between product chemistry, application sequence and substrate conditions.
Thus, prevention comes through coordinated control of the following variables:
Solvent evaporation and chemical stability of the surface
Trapped solvents or uncontrolled evaporation prevent the formation of a stable interface between film and substrate or between multiple layers in multiple-coat applications. For the film to stabilize before the next steps, it is necessary to:
- Correctly define the flash-off times;
- Ensure adequate ventilation in the cabin.
Application sequence and overcoating
In multilayer cycles, adhesion is a progressive construction, and proper management of process timing is essential. In addition to complying with paint application specifications (paint windows), it is necessary to:
- Avoid contamination between hands;
- Provide for intermediate surface activations if necessary.
Mixing control and application parameters in 2K systems
To avoid incomplete crosslinking and loss of coating cohesion and adhesion in two-component systems, it is recommended:
- Use automatic and controlled dosing systems;
- Check the mixing ratios regularly;
- Avoid using out-of-specification product.
Compatibility between paint cycles in multilayer applications
Using non-compatible products or cycles that are not designed as a system can cause detachments between primer and finish. Among prevention strategies, we suggest:
- Validate cycles as integrated systems;
- Avoid uncertified combinations;
- Test the adhesion in the industrialization stage of the process.
Delamination in powder coating: operational guidance
In powder coating, delamination is less related to solvent chemistry and more to pretreatment, substrate behavior, and thermal process.
Variables to be monitored and intervention procedures concern:
Electrical conductivity and surface state of the substrate
The control of conductivity and surface condition accounts for the transfer efficiency of the coating to the substrate and is the prerequisite for preventing delamination phenomena. To promote electrostatic deposition of powder particles, it is necessary to:
- Ensure perfectly clean surfaces with effective pretreatments;
- Optimize electrostatic application parameters.
Temperature curve and polymerization
Improper management of temperature and time can generate the phenomena of: undercooking, with production of weak films; overcooking, with thermal stress on the surface; and failure to degassing, with violent and sudden release of gas. The parameters under control are:
- furnace thermal curve, to be validated on actual production;
- Thermal uniformity of the firing chamber;
- Dwell time of the part at the target temperature.
Get in touch
Preventing delamination means designing a more stable, traceable and repeatable process. Eurotherm develops plant solutions for industrial coating that help control critical parameters and reduce defects throughout the production cycle.
Conclusions: beyond the defect, delamination as a process indicator
Delamination is not an isolated anomaly, but an accurate indicator of the quality of the entire coating process.
Addressing the problem effectively therefore requires a systems approach, including: materials analysis, pretreatment design, control of application parameters and validation of process curves.
In this scenario, system design plays a crucial role. Only integrated systems that can guarantee stability, repeatability and traceability of critical parameters make it possible to structurally prevent adhesion defects. It is in this ability to govern the process as a whole that the competitive advantage of manufacturing is measured…