

Learning Center
2026Pinholes in der industriellen Lackierung: warum sie entstehen und wie man Pinholes vermeidet
Ein Fehler im Zusammenhang mit dem gesamten Malzyklus
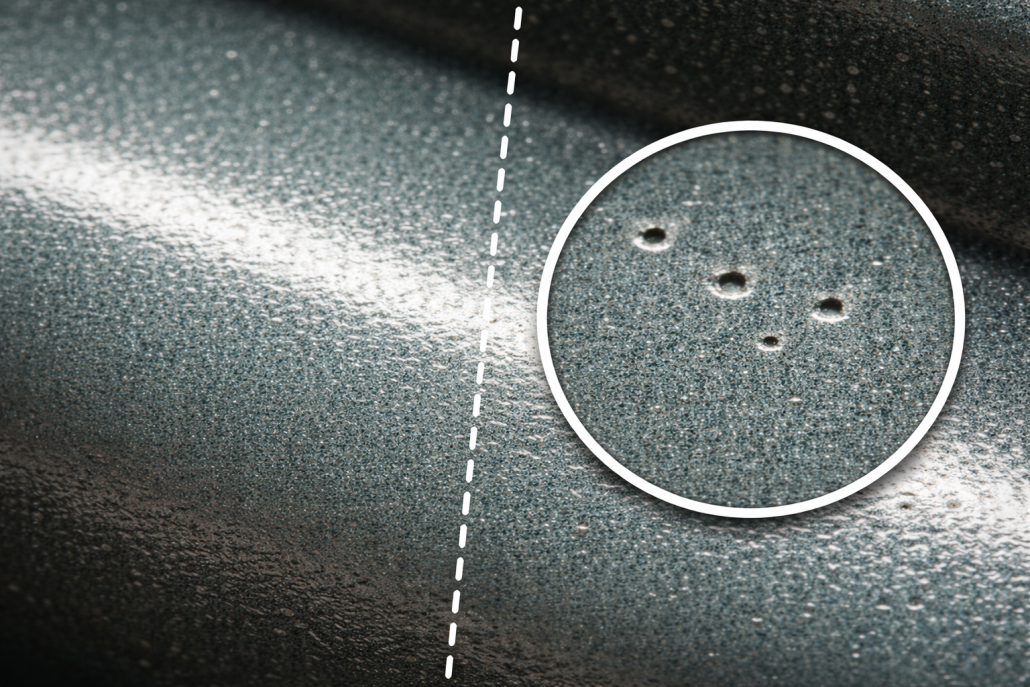
Pinholes oder Nadellöcher sind Mikrohohlräume oder punktförmige Krater, die auf der Oberfläche des lackierten Werkstücks unmittelbar nach dem Auftragen der Folie oder, was häufiger vorkommt, nach der Trocknungs- oder Aushärtungsphase in Tunneln und Öfen mit Temperaturen zwischen 140°C und 250°C auftreten.
Diese besonderen Oberflächenfehler wirken sich nicht nur negativ auf die Ästhetik des Produkts aus, sondern beeinträchtigen auch die Kontinuität der Beschichtung und können im Laufe der Zeit die Schutzleistung und Haftung verringern.
Im Kontext der industriellen Lackierung können Pinholes jedoch nicht als ein Fehler interpretiert werden, der sich ausschließlich auf die Auftrags- und Einbrennphase der Farbe beschränkt. Ihre Entstehung ist vielmehr das Ergebnis einer Abfolge von unvollkommen kontrollierten Variablen während des gesamten Lackierprozesses.
Von der Vorbereitung des Substrats bis zur Trocknung, vom Auftragen der Beschichtung bis zur Steuerung der Temperaturkurve des Ofens – jeder Schritt des Lackierprozesses bringt Bedingungen mit sich, die zu Nadellöchern und anderen Oberflächenfehlern wie Orangenhaut oder Kraterbildung beitragen können.
Eine ineffektive Vorbehandlung, das Vorhandensein von Restfeuchtigkeit, instabile Umgebungsbedingungen oder eine suboptimale Steuerung der Prozessparameter können die Gleichmäßigkeit des Films beeinträchtigen. Das Problem der Pinholes anzugehen bedeutet daher, einen systemischen Ansatz für die industrielle Lackierung zu wählen, bei dem jeder Prozessschritt in Bezug auf seine eigenen kritischen Variablen analysiert wird. Nur durch ein integriertes Management ist es möglich, die Entstehung von Defekten strukturell zu verhindern und Qualität, Konsistenz und Wiederholbarkeit des Endergebnisses zu garantieren.
Pinholes in Flüssigbeschichtungen: Ursachen und Prozesskritikpunkte
Bei der industriellen Flüssigbeschichtung ist die Bildung von Nadellöchern in der Regel auf das Vorhandensein von Lösungsmitteln oder flüchtigen Substanzen zurückzuführen, die im Film eingeschlossen sind.
Während der Auftragsphase mit Hilfe von Dosierpistolen wird die Farbe zerstäubt und in Form von Mikrotröpfchen auf das Substrat aufgebracht, die nach dem Einbrennen einen durchgehenden Film ergeben. Damit dies richtig geschieht, müssen die im Produkt enthaltenen Lösungsmittel allmählich und kontrolliert verdampfen, typischerweise während der Desolvierungs- und Ablüftungsphase oder der Zwischenverdampfungszeit zwischen dem Auftragen der Farbe und dem Eintritt des Teils in den Trockenofen.
Wenn die Verdunstung aufgrund eines falschen Timings und/oder suboptimaler Umgebungsbedingungen unvollständig erfolgt, werden Lösungsmittelreste in den unteren Schichten des Films eingeschlossen. Während der Ofentrocknung führt der plötzliche Temperaturanstieg dazu, dass die restlichen Lösungsmittel schnell verdampfen: Dieses Phänomen, das als Solvent Popping bekannt ist, ist die Ursache für Pinholes. Im industriellen Beschichtungsprozess können Pinholes neben unzureichenden Ablüftzeiten auch durch die folgenden Faktoren verursacht werden.
- 01
Oberflächenverschmutzung während der Vorbehandlung und des Anstrichs.
- 02
Ungeeignete Viskosität der Flüssigfarbe.
- 03
Fehler beim Auftragen von Flüssigfarbe und/oder bei der Handhabung von Dosierpistolen.
- 04
Unzureichende Belüftung in der Spritzkabine.
Get in touch
Die korrekte Analyse der Ursachen von Pinholes im Lackierprozess erfordert eine Bewertung der Anlagen, Parameter und Betriebsbedingungen. Das Eurotherm-Team unterstützt Unternehmen bei der Optimierung des Lackierprozesses, indem es bei Öfen, Temperaturkurven und Entgasungsmanagement eingreift.
Pinholes in der Pulverbeschichtung: Ausgasung und Substratverhalten
Im Gegensatz zu Flüssiglacken enthalten Pulverbeschichtungen keine Lösungsmittel, so dass Nadellöcher häufiger mit dem Untergrund in Verbindung gebracht werden.
Dieses Phänomen wird als Ausgasen oder Ausgasen des Substrats bezeichnet und tritt am ehesten bei mikroporösen Oberflächen und kritischen Materialien (Aluminiumlegierungen, Druckguss, Gusseisen) auf. Selbst theoretisch kompakte Oberflächen, d.h. Materialien, die nicht von inhärenter Porosität betroffen sind, können kritisch werden, wenn der Oberflächenzustand nicht angemessen kontrolliert wird.
Die wichtigsten Risikoquellen betreffen die Umwelt und die Prozessdynamik.
- Restfeuchtigkeit auf der Oberfläche vom Waschen und Spülen, die nicht vollständig getrocknet ist.
- Organische Verunreinigungen wie Öle, Fette und Verarbeitungsschmierstoffe.
- Chemische Rückstände aus der Vorbehandlung aufgrund unzureichender Spülung oder unsachgemäß geführter Bäder. Während der Polymerisation im Ofen können vor allem diese Substanzen verdampfen, sich thermisch zersetzen und Gase erzeugen.
- Falsche Verwaltung der Temperaturparameter des Polymerisationsofens.
Prozessparameter, die die Bildung von Pinholes beeinflussen
Nadelstiche sind ein schwerwiegender Fehler in der industriellen Lackierung, unabhängig von der Art des Auftragens, Pulver oder Flüssigkeit.
Die Hauptursache für Mikrolöcher bei der Pulverbeschichtung ist die Unfähigkeit des Substrats, die Gase vor dem Aushärten der Beschichtung während des Einbrennens wirksam abzugeben. Bei der Flüssigbeschichtung ist das Problem eng mit der Verdunstung der bei der Farbverdünnung verwendeten Lösungsmittel verbunden.
Kritische Punkte bei der Vorbehandlung: Kontamination, Spülung und Trocknung des Substrats
Im Bereich der Vorbehandlung gehören zu den wichtigsten kritischen Themen:
- unwirksames Waschen;
- unzureichende Spülung;
- ungleichmäßige chemische Umwandlungen;
- Verunreinigung von Badezimmern;
- unvollständige Trocknung.
Anwendungsparameter und Filmkontrolle in der Lackierphase
Während des Malens ist es unerlässlich:
- Kalibrieren Sie die Prozessparameter auf der Grundlage der Art der Beschichtung, d.h. bewerten Sie die chemische Kategorie und die Partikelgröße der Pulver sowie die Viskosität des Flüssigkeitsfilms.
- Steuern Sie die Filmabgabe richtig, d.h. optimieren Sie die Parameter für den Farbauftrag, indem Sie die Spannung der Spritzpistole und den Spritzabstand anpassen.
- Kontrollieren Sie die Schichtdicke und halten Sie die idealen Umgebungsbedingungen in der Spritzkabine durch effiziente Lüftungsanlagen und Filter- und Rückgewinnungssysteme aufrecht.
Brennmanagement: Entgasung, Wärmekurve und Beschichtungspolymerisation
Beim Backen in speziellen Öfen und Tunneln müssen die von der jeweiligen Beschichtungsart vorgeschriebenen Aushärtungs- oder Trocknungszeiten strikt eingehalten werden.
Bei der Pulverbeschichtung ist dieses Phänomen eng mit der Entgasung des Substrats verbunden: poröse Materialien, Gussstücke oder kontaminierte Oberflächen können beim Erhitzen Gase freisetzen und so Mikrokavitäten erzeugen, wenn der Film bereits zu vernetzen begonnen hat.
Bei der Flüssigbeschichtung hingegen kann ein suboptimales Temperaturmanagement die ordnungsgemäße Verdunstung der Lösungsmittel beeinträchtigen, was zur Bildung von Blasen und in der Folge von Nadellöchern führt.
Daher ist es wichtig, die Temperaturkurve des Ofens unter Berücksichtigung der Verweilzeit, der Temperaturgleichmäßigkeit und der Belüftung so zu gestalten und zu steuern, dass die flüchtigen Bestandteile allmählich freigesetzt werden, bevor sich der Film vollständig gebildet hat.
Get in touch
Pinholes sind das Ergebnis von unstabilisierten und unkontrollierten Prozessbedingungen während des gesamten Lackierzyklus. Eurotherm entwirft industrielle Lackieranlagen und entwickelt Lösungen für die Kontrolle von Temperatur, Belüftung und Temperaturkurven, um Qualität, Gleichmäßigkeit und Wiederholbarkeit des Endergebnisses zu gewährleisten.
Wie man Pinholes in der industriellen Lackierung verhindert
Es ist nun klar, dass die Vermeidung von Pinholes nicht mit der Korrektur einer einzelnen Variable endet, sondern mit der Annahme eines integrierten Ansatzes für den Lackierprozess.
Wir zeigen daher einige bewährte Praktiken auf, die Sie anwenden können, um Mikroperforationen und Oberflächendefekte zu reduzieren und dauerhafte, hochwertige Beschichtungen zu gewährleisten.
Stabilisierung des Untergrunds und Vorbehandlung
Die erste vorbeugende Maßnahme besteht darin, das Vorhandensein flüchtiger Stoffe an der Quelle zu reduzieren.
- Sorgen Sie für effektive Wasch- und Spülzyklen.
- Entfernen Sie Rückstände von Öl, Fett und Verunreinigungen.
- Sorgen Sie für eine vollständige und gleichmäßige Trocknung.
Bei kritischen Materialien oder porösen Oberflächen ist es ratsam, spezielle Vorheizphasen (Vorbacken) einzuführen, um die präventive Freisetzung von Gasen zu erleichtern.
Farbauftrag prüfen
Die Anwendung muss so gestaltet sein , dass die Entgasung nicht behindert wird.
- Vermeiden Sie eine übermäßige Schichtdicke.
- Bevorzugen Sie leichte, mehrhändige Anwendungen.
- Optimieren Sie die Viskosität und die Sprühparameter.
- Sorgen Sie für eine einheitliche Lagerung.
Eine inhomogene Schicht kann eine Barriere für das Entweichen von Gasen darstellen.
Verdunstungszeiten richtig verwalten
In flüssiger Malerei, ist die Flash-Off-Phase entscheidend.
- Achten Sie auf einen ausreichenden Zeitraum zwischen dem Auftragen und dem Einbrennen.
- Prüfen Sie die Temperatur und die Belüftung in der Kabine.
- Fördern Sie die allmähliche Verdunstung von Lösungsmitteln.
Eine unvollständige Verdunstung erhöht das Risiko, dass das Lösungsmittel beim Trocknen herausspringt.
Optimierung der Polymerisationstemperaturkurve
Die Steuerung des Ofens ist einer der kritischsten Aspekte bei der Vermeidung von Pinholes, da nur eine kontrollierte thermische Gleichmäßigkeit die ordnungsgemäße Freisetzung von Gasen vor der vollständigen Bildung des Films ermöglicht. Das Ziel ist es, die Gase vollständig entweichen zu lassen, bevor sich der Film endgültig schließt.
Stabilisierung der Umweltbedingungen
Die Betriebsbedingungen der Kabine haben einen direkten Einfluss auf die Filmbildung.
- Prüfen Sie die Temperatur und die relative Luftfeuchtigkeit.
- Sorgen Sie für konstante und gefilterte Luftströme.
Eine instabile Umgebung führt zu Variabilität und erhöht das Risiko von Fehlern.
Überwachung und Pflege des Prozesses
Nur ein stabiles und kontrolliertes System ermöglicht Qualität und Wiederholbarkeit des Endergebnisses im Laufe der Zeit. Regelmäßige Inspektion und Wartung der Systeme und Spritzkabinen garantieren die Kontinuität des Betriebs und sind eine wirksame Strategie zur Vermeidung von Pinholes.